
1. เทคโนโลยีการตัดแบบแห้งคืออะไร
ด้วยการเพิ่มความตระหนักรู้ด้านสิ่งแวดล้อมทั่วโลกและข้อกำหนดที่เข้มงวดมากขึ้นของกฎหมายและข้อบังคับด้านการคุ้มครองสิ่งแวดล้อม ผลกระทบด้านลบของน้ำมันตัดกลึงต่อสิ่งแวดล้อมจึงชัดเจนมากขึ้น ตามสถิติ 20 ปีต่อมา ต้นทุนของน้ำมันตัดกลึงจะน้อยกว่า 3 % ของต้นทุนชิ้นงานปัจจุบันในสถานประกอบการผลิตที่มีผลผลิตสูง ต้นทุนในการจัดหาน้ำมันตัด การบำรุงรักษา และการรีไซเคิลร่วมกันจะคิดเป็น 13% -17% ของต้นทุนการผลิตของชิ้นงาน ในขณะที่ต้นทุนของเครื่องมือตัดคิดเพียง 2% -5% เท่านั้น ,.ประมาณ 22% ของต้นทุนทั้งหมดที่เกี่ยวข้องกับน้ำมันตัดคือต้นทุนของการบำบัดน้ำมันตัด การตัดแบบแห้งเป็นวิธีการตัดเฉือนประเภทหนึ่งที่ใช้เพื่อปกป้องสิ่งแวดล้อมและลดต้นทุนโดยไม่ต้องใช้น้ำมันตัดอย่างมีสติและไม่มีสารหล่อเย็น
การตัดแบบแห้งไม่ใช่แค่การหยุดใช้น้ำมันตัดกลึงเท่านั้น แต่เพื่อให้มั่นใจในประสิทธิภาพสูง คุณภาพผลิตภัณฑ์สูง ความทนทานของเครื่องมือสูง และความน่าเชื่อถือของกระบวนการตัดในขณะที่หยุดใช้น้ำมันตัดกลึงซึ่งต้องใช้เครื่องมือตัดที่มีประสิทธิภาพดี เครื่องมือเครื่องจักรและ สิ่งอำนวยความสะดวกเสริมเข้ามาแทนที่บทบาทของน้ำมันตัดเฉือนในการตัดแบบดั้งเดิมเพื่อให้ได้การตัดแบบแห้งอย่างแท้จริง2.ลักษณะของเทคโนโลยีการตัดแบบแห้ง
1 ชิปสะอาด ปราศจากมลภาวะ และง่ายต่อการรีไซเคิลและกำจัด 2 อุปกรณ์สำหรับการส่งของเหลวในการตัด การกู้คืน การกรอง และต้นทุนที่เกี่ยวข้องจะได้รับการบันทึกไว้ ระบบการผลิตจะง่ายขึ้น และต้นทุน pduction จะลดลง 3 อุปกรณ์แยกระหว่างน้ำมันตัดและเศษและอุปกรณ์ไฟฟ้าที่เกี่ยวข้องจะถูกละเว้นเครื่องมือกลมีโครงสร้างกะทัดรัดและใช้พื้นที่น้อย ④ จะไม่ก่อให้เกิดมลภาวะต่อสิ่งแวดล้อม ⑤ จะไม่ทำให้เกิดอุบัติเหตุด้านความปลอดภัยและอุบัติเหตุด้านคุณภาพที่เกี่ยวข้องกับน้ำมันตัด
3. เกี่ยวกับเครื่องมือตัด
1. เครื่องมือจะต้องมีความทนทานต่ออุณหภูมิสูงได้ดีเยี่ยม และสามารถทำงานได้โดยไม่ต้องใช้น้ำมันตัดกลึงโลหะผสมแข็งชนิดใหม่ เซรามิกโพลีคริสตัลไลน์ และวัสดุ CBN เป็นวัสดุที่ต้องการสำหรับเครื่องมือตัดแบบแห้ง 2 ควรลดค่าสัมประสิทธิ์การเสียดสีระหว่างเศษกับเครื่องมือให้เหลือน้อยที่สุด (วิธีที่มีประสิทธิภาพมากที่สุดคือการเคลือบผิวเครื่องมือ) ควบคู่กับ ด้วยโครงสร้างเครื่องมือกำจัดเศษที่ดีเพื่อลดการสะสมความร้อน 3 เครื่องมือตัดแบบแห้งควรมีความแข็งแรงและความทนทานต่อแรงกระแทกสูงกว่าเครื่องมือตัดแบบเปียก
4. วัสดุเครื่องมือ
วัสดุเคลือบ สารเคลือบทำหน้าที่เสมือนแผงกั้นความร้อนเนื่องจากมีการนำความร้อนต่ำกว่าพื้นผิวของเครื่องมือและวัสดุชิ้นงานมากดังนั้นเครื่องมือเหล่านี้จึงดูดซับความร้อนน้อยลงและสามารถทนต่ออุณหภูมิการตัดที่สูงขึ้นได้ไม่ว่าจะในงานกลึงหรือการกัด เครื่องมือที่ผ่านการเคลือบจะช่วยให้พารามิเตอร์การตัดสูงขึ้นโดยไม่ทำให้อายุการใช้งานของเครื่องมือลดลง การเคลือบที่บางกว่าจะมีประสิทธิภาพที่ดีกว่าภายใต้การเปลี่ยนแปลงของอุณหภูมิระหว่างการตัดกระแทก เมื่อเทียบกับการเคลือบที่หนากว่าเนื่องจากสารเคลือบที่บางกว่าจะมีแรงเค้นน้อยกว่าและมีแนวโน้มที่จะแตกร้าวน้อยกว่าการตัดแบบแห้งสามารถยืดอายุการใช้งานของเครื่องมือได้สูงสุดถึง 40% ซึ่งเป็นเหตุผลว่าทำไมการเคลือบทางกายภาพจึงมักใช้เพื่อเคลือบเครื่องมือทรงกลมและเม็ดมีดกัด
เซอร์เม็ทเซอร์เม็ทสามารถทนต่ออุณหภูมิการตัดที่สูงกว่าโลหะผสมแข็งทั่วไป แต่ไม่มีความต้านทานแรงกระแทกของโลหะผสมแข็ง ความเหนียวในระหว่างการตัดเฉือนปานกลางถึงหนัก และความแข็งแกร่งในระหว่างความเร็วต่ำและอัตราป้อนสูงอย่างไรก็ตาม มีอุณหภูมิสูงและทนต่อการสึกหรอได้ดีกว่าภายใต้การตัดแบบแห้งด้วยความเร็วสูง มีระยะเวลานานกว่า และผิวสำเร็จของชิ้นงานที่ผ่านการประมวลผลดีขึ้นเมื่อใช้ในการแปรรูปวัสดุที่อ่อนนุ่มและมีความหนืด มันยังต้านทานการสะสมของเศษและคุณภาพพื้นผิวได้ดีอีกด้วยเซอร์เมตมีความไวต่อความเครียดที่เกิดจากการแตกหักและการป้อนมากกว่า เมื่อเทียบกับโลหะผสมแข็งที่ไม่เคลือบและมีการเคลือบที่ดีกว่าดังนั้นจึงเหมาะที่สุดสำหรับชิ้นงานที่มีความแม่นยำสูงและการตัดต่อเนื่องที่มีคุณภาพพื้นผิวสูง
เซรามิกส์
ความเสถียร สามารถประมวลผลด้วยความเร็วตัดสูงและใช้งานได้ยาวนานอลูมินาบริสุทธิ์สามารถทนต่ออุณหภูมิที่สูงมากได้ แต่มีความแข็งแรงและความเหนียวต่ำมากหากสภาพการทำงานไม่ดีก็แตกหักง่ายการเติมส่วนผสมของอลูมินาหรือไทเทเนียมไนไตรด์สามารถลดความไวของเซรามิกต่อการแตกหัก ปรับปรุงความเหนียว และปรับปรุงความต้านทานแรงกระแทก
เครื่องมือ CBNCBN เป็นวัสดุเครื่องมือที่มีความแข็งมาก ซึ่งเหมาะที่สุดสำหรับการตัดเฉือนวัสดุที่มีความแข็งสูงกว่า HRC48มีความแข็งที่อุณหภูมิสูงได้ดีเยี่ยม - สูงถึง 2000 ℃ แม้ว่าจะมีแรงกระแทกและทนต่อการแตกหักได้สูงกว่ามีดเซรามิกก็ตาม

 CBN มีค่าการนำความร้อนต่ำและมีกำลังรับแรงอัดสูง และสามารถทนต่อความร้อนในการตัดที่เกิดจากความเร็วตัดสูงและมุมคายลบได้เนื่องจากบริเวณตัดมีอุณหภูมิสูง วัสดุชิ้นงานจึงอ่อนตัวลง ซึ่งจะช่วยทำให้เกิดเศษ
CBN มีค่าการนำความร้อนต่ำและมีกำลังรับแรงอัดสูง และสามารถทนต่อความร้อนในการตัดที่เกิดจากความเร็วตัดสูงและมุมคายลบได้เนื่องจากบริเวณตัดมีอุณหภูมิสูง วัสดุชิ้นงานจึงอ่อนตัวลง ซึ่งจะช่วยทำให้เกิดเศษ
ในกรณีของการกลึงชิ้นงานชุบแข็งด้วยการกลึงแบบแห้ง เครื่องมือ CBN มักใช้แทนกระบวนการเจียร เนื่องจากความสามารถในการให้ความแม่นยำสูงและการเก็บผิวสำเร็จเครื่องมือ CBN และเครื่องมือเซรามิกเหมาะสำหรับการกลึงชุบแข็งและการกัดด้วยความเร็วสูง
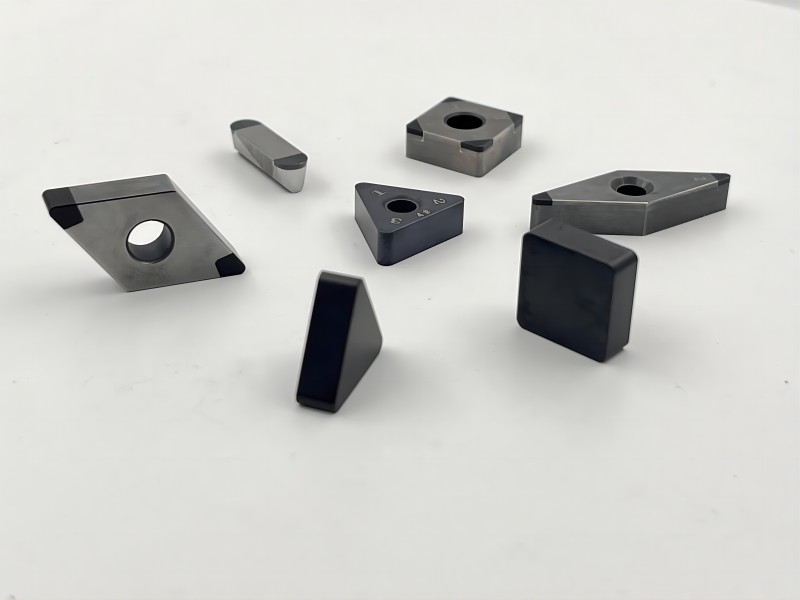
เม็ดมีด CBN คุณภาพสูง OPT
เครื่องมือกรมควบคุมมลพิษ
ตัวอย่างเช่น,เม็ดมีดกรมควบคุมมลพิษ、คัตเตอร์กัด PCD、ดอกรีมเมอร์ PCD.
เพชรโพลีคริสตัลไลน์ซึ่งเป็นวัสดุเครื่องมือตัดที่แข็งที่สุด มีความทนทานต่อการสึกหรอการเชื่อมชิ้น PCD เข้ากับใบมีดโลหะผสมแข็งจะช่วยเพิ่มความแข็งแรงและทนต่อแรงกระแทกได้ และอายุการใช้งานของเครื่องมือก็มากกว่าใบมีดโลหะผสมแข็งถึง 100 เท่า
อย่างไรก็ตาม ความสัมพันธ์ของ PCD กับเหล็กในเหล็กทำให้เครื่องมือประเภทนี้สามารถแปรรูปวัสดุที่ไม่ใช่เหล็กเท่านั้นนอกจากนี้ PCD ไม่สามารถทนต่ออุณหภูมิสูงในบริเวณการตัดเกิน 600 ℃ ได้ ดังนั้นจึงไม่สามารถตัดวัสดุที่มีความเหนียวและความเหนียวสูงได้
เครื่องมือ PCD เหมาะอย่างยิ่งสำหรับการแปรรูปโลหะที่ไม่ใช่เหล็ก โดยเฉพาะโลหะผสมอลูมิเนียมที่มีซิลิคอนสูงซึ่งมีแรงเสียดทานสูงการใช้คมตัดที่คมและมุมคายขนาดใหญ่เพื่อตัดวัสดุเหล่านี้อย่างมีประสิทธิภาพ ลดแรงกดในการตัดและการสะสมเศษ
เวลาโพสต์: Jun-09-2023